1纤维素酶水洗工艺
纤维素酶,俗称酵素,是一种生物催化剂,它具有高度的专一性,催化效率高,催化反应条件温和,催化活性可调节控制,而且酶本身无毒,容易生物降解,排放污水少,不会引起环境污染,因此在纺织加工领域得到了迅速的发展.纤维素酶水洗是利用纤维素酶对靛蓝、硫化、还原染料染色后的劳动布表面产生可控制的剥蚀,并借助水洗机的揉搓和摩擦,使织物表面磨损、染料脱落,绒毛去除,从而产生不均匀的褪色.
传统水洗工艺是将织物与浮石等磨料一起用转鼓洗衣机进行洗涤.传统水洗对织物损伤大,设备磨损大,生产效率低,污染环境,易造成断纱甚至破洞现象,对部分成衣缝线、边角、标记损坏多,适用范围窄,对有些品种无法加工.使用纤维素酶水洗工艺(生化洗涤)可以缩短水洗时间,织物加工质量好,特别是经过生化洗涤的成衣,柔软性、滑爽性、悬垂性会大大改善,织物表面绒毛、小球减少,织物的光洁性提高.另外,纤维素酶还可以用于对轻薄织物的加工,使用范围比较广.
织物的返旧效果是衡量纤维素酶洗效果的关键,也是在水洗行业中评价纤维素酶“起花”性能的依据.目前市场上纤维素酶主要有酸性、中性、碱性3种,通常用于成衣水洗的有酸性纤维素酶和中性纤维素酶.不同种类的纤维素酶对成衣服装产生的洗涤效果不同,酸性纤维素酶对牛仔布作用强,在较短的时间内就产生有效的化学磨损效果,返沾色(纤维素酶处理织物时悬浮于溶液中的染料会沉积在织物的表面从而使织物出现蓝色的背景,灰暗的外观在织物的正面减少对比度)严重.溶液的pH值对酸性纤维素酶的活力影响大,pH值每变化0.5,活力影响约为20%~30%.因此酸性纤维素酶洗涤效果重现性差,织物强力下降比较厉害.中性纤维素酶比酸性纤维素酶的剥蚀作用弱,需要较长的作用时间,具有较高的对比度,强力损伤小,返沾色接近没有用纤维素酶处理的情况.
2影响纤维素酶水洗效果的因素
2.1工艺流程
淀粉酶退浆→水洗→酶洗→酶的失活→漂洗→水洗→柔软整理→烘干→整烫.
2.2退浆
牛仔服装酶洗前要经过退浆处理,退浆工艺相当重要,处理不好会直接影响酵磨效果,如退浆不净或不匀,不仅染料不易剥落,而且会产生斑条,严重影响织物的整理质量.因此进行纤维素酶水洗之前对织物退浆要均匀、彻底,以便纤维素酶最大限度发挥活力.
2.3酶洗
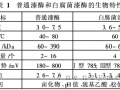
2.3.1纤维素酶的用量.不同纤维素酶的活力不同,因此其用量也要视酶的种类和最终的酵磨效果来定.用量太少则达不到酵磨作用,用量太大则会过度磨损而使织物强力损伤太大.要达到较好的酵磨效果又能保证织物的强度损伤在20%~25%,酸性纤维素酶用量应掌握在1%~1.5%(owf)之间,中性纤维素酶在2%~3%(owf)之间.
2.3.2酶洗工作液pH值.每种酶均有其最适宜生存的pH值环境.纤维素酶只有在适宜的pH值范围内,才能充分发挥最高催化活性.酸性纤维素酶的最佳工作液pH值在4.5~5.5之间,中性纤维素酶在6~8之间.
2.3.3酶洗温度.酸性纤维素酶的酶洗温度一般控制在45~50℃,温度太低,酶过于稳定,不能充分发挥催化作用;温度太高,酶的活力就高,织物强力损伤大,同时给工艺控制也带来难度.而中性纤维素酶由于对织物的作用比较弱,可相对提高温度以增加酶的活力,减少酶的用量,降低成本,一般控制在55~60℃.
2.3.4酶洗时间.酶洗时间视最终酵磨效果而定.时间太短,作用不充分,起不到应有的效果;时间太长,则会使织物磨损过度,强力下降过大而影响服用效果,还会导致更为严重的沾色.要达到较好的酵磨效果又能保证织物的强度损伤在20%~25%,织物沾色少.一般酸性纤维素酶酶洗时间掌握在30~40min,中性纤维素酶酶洗时间掌握在60~70 min.
2.3.5浴比.酶洗液的浴比是影响酵磨效果的重要因素,一般控制在1:8~1:12为宜.浴比过高,浪费水资源,增加升温能耗和水处理费用,且织物漂浮在液面,相互接触不紧密,摩擦也不充分,酶洗效果差;浴比太低,使水位过低,衣物润湿不匀,容易引起水线,导致色花、色斑的产生,破坏整理效果.
2.3.6防污剂月艮装返沾色大小是衡量牛仔服外观质量的重要指标.可以在水洗时加入一些防返染剂来减少返染程度.返染剂用量不可过多,以防减缓酶洗效果.一般酸性纤维素酶水洗时用量为0.5~1.0 g/L,中性纤维素酶水洗时用量为0.4~0.5 g/L.
2.4酶的失活
在酶洗结束后,需加热提高温度至65℃,调节溶液pH至10,处理时间10 min,使酶充分失活,以控制强度的损失.一般减量率控制在4%~5%左右,过高会使强度明显下降.
2.5漂洗
漂洗配方:漂洗用的氧化剂一般采用次氯酸钠,以去除服装表面部分蓝染料,使颜色变浅,次氯酸钠的用量根据颜色而定;浴比为1:10;温度为45~50℃;时间为15~20 min.漂洗后清洗,用2 g/L大苏打在40℃条件下脱氯5 min即可.
2.6酸性纤维素酶和中性纤维素酶水洗效果对比
(1)在相同的退浆条件下,酸性纤维素酶用量要比中性纤维素酶用量略低一点,工艺时间要缩短20~30min,抛光效果比较好,表面的茸毛去除干净,织物的手感比用中性纤维素酶要好.(2)在达到同等水洗效果的情况下,使用酸性纤维素酶洗出的织物表面污染较重,蓝白对比度不如使用中性性纤维素酶水洗出的明显.(3)中性纤维素酶一般用于高档牛仔服的水洗,水洗后的织物外观较清晰,水洗色光较怀旧,立体感强.
3纤维素酶水洗存在的问题
3.1返沾色问题
在酶洗过程中,从经纱上脱落下的靛蓝染料,又会重新吸附到纱线上,称为“返染”,造成织物背面和口袋处有不同程度的沾色,降低了靛蓝染色织物表面“蓝白”对比度.严重影响牛仔布的外观效果.对纤维素酶促进返沾色的原因已经有不少研究.其中酶的种类是影响返染的主要因素.酸性纤维素酶处理的返染情况较中性纤维素酶更严重.同时,返染程度也受其他因素如染色条件、机械作用、浴比、温度、pH值、加工时间等因素的影响.
由于纤维素酶蛋白的吸附是形成返沾色的直接原因.有人建议在复洗时加入蛋白酶来消除返染.但效果并不十分理想,在复洗时采用某些组分的洗涤剂.同时配以较高的机械搅拌,对沾色的去除是有利的.另外,为了减轻纤维素酶蛋白在纤维素表面的吸附状态.可以考虑将纤维素酶的CBD和酶的活性核分离,以达到减少返沾色的目的.
3.2强力下降
影响酶处理后织物强力的首先是酶的因素,纤维素酶中的内切酶(EG)、外切酶(CBH)和葡萄糖苷酶(BC)会随机水解纤维素的无定形区,同时协同水解结晶区,造成纤维大分子的断裂.结晶度以及晶区尺寸发生改变.织物的强力也受到不同程度的影响.此外机械因素,如织物与工业水洗机的强力摩擦也造成强力的下降.
3.3织物风格的改变纤维素纤维经酶整理后,其无定形区部分水解.结晶区之间的空隙变大,同时结晶区的部分水解使晶区尺寸变小.因而在受到外力作用时,结晶区之间容易产生相对运动.纤维抗弯能力降低,刚度下降,从而使整理后的织物光洁柔软、蓬松,服用性能得到改善,织物的风格主要从其硬挺度、滑爽度、丰满度和柔软度等指标来考察,硬挺度的减小和织物减量结构变松有关:滑爽度的增加和织物减量后表面性能的变化,如绒毛的消除、纤维表面摩擦系数的改变有关.处理后纤维之间的空隙增加,使之更加柔软和丰满.织物的风格可根据风格仪的不同指标综合评价.
4结论
纤维素酶洗靛蓝染色织物的工业化应用条件复杂,最终产品的质量也千差万别,在保持织物机械性能的同时,又要达到良好的处理效果,往往是一对较难调和的矛盾.酶制剂需要和相应的助剂互相配合,才能达到满意的处理效果.